Joint Rotary Actuators Series HAT
Joint Rotary Actuators Series HAT Joint Rotary Actuators series HAS
Joint Rotary Actuators series HAS Joint Rotary Actuators Series HAMF
Joint Rotary Actuators Series HAMF Frameless Torque Motor HBM
Frameless Torque Motor HBM Rotary Actuators
Rotary Actuators Joint Rotary Actuators Series HAG
Joint Rotary Actuators Series HAG Rotary Actuators Series HPG
Rotary Actuators Series HPGIntroduction: Meeting the Speed Demands of Modern Packaging
The global packaging industry is under immense pressure to increase throughput while maintaining a smaller footprint on the factory floor. For many original equipment manufacturers (OEMs), traditional mechanical transmission systems—consisting of standard servo motors, gearboxes, belts, and pulleys—have reached their physical limits.
This case study explores a real-world machine upgrade project where a high-speed labeling machine was transformed using direct drive technology. By replacing a complex mechanical drivetrain with a high-torque frameless torque motor, the client achieved performance levels previously thought impossible.
The Challenge: A Bottleneck in High-Speed Labeling
A leading manufacturer of beverage labeling equipment faced a significant hurdle. Their existing machine architecture relied on a standard servo motor coupled with a 10:1 planetary gearbox and a timing belt to drive the main labeling carousel.
Mechanical Wear and Backlash in Traditional Gearboxes
The primary issue was mechanical degradation. Over time, the gearboxes developed backlash, and the belts stretched, leading to a decrease in labeling accuracy. To maintain precision, the operators had to slow the machine down, creating a production bottleneck. Furthermore, frequent belt replacements and gearbox lubrication added to the total cost of ownership.
Spatial Constraints on the Production Floor
The bulky motor-gearbox assembly occupied significant space within the machine frame. As the client’s customers demanded more compact machines to fit into crowded production lines, the OEM needed a way to shrink the drive unit without sacrificing torque.
The Solution: Integrating HBM Frameless Torque Motors
After evaluating several options, the engineering team decided to move away from traditional geared servos in favor of a direct drive approach.
Why a Direct Drive Approach was Chosen
The direct drive principle eliminates all intermediate transmission components. By mounting the load directly onto the motor’s rotor, the source of backlash and mechanical wear is completely removed. This ensures that the precision of the system remains constant throughout its entire operational life.
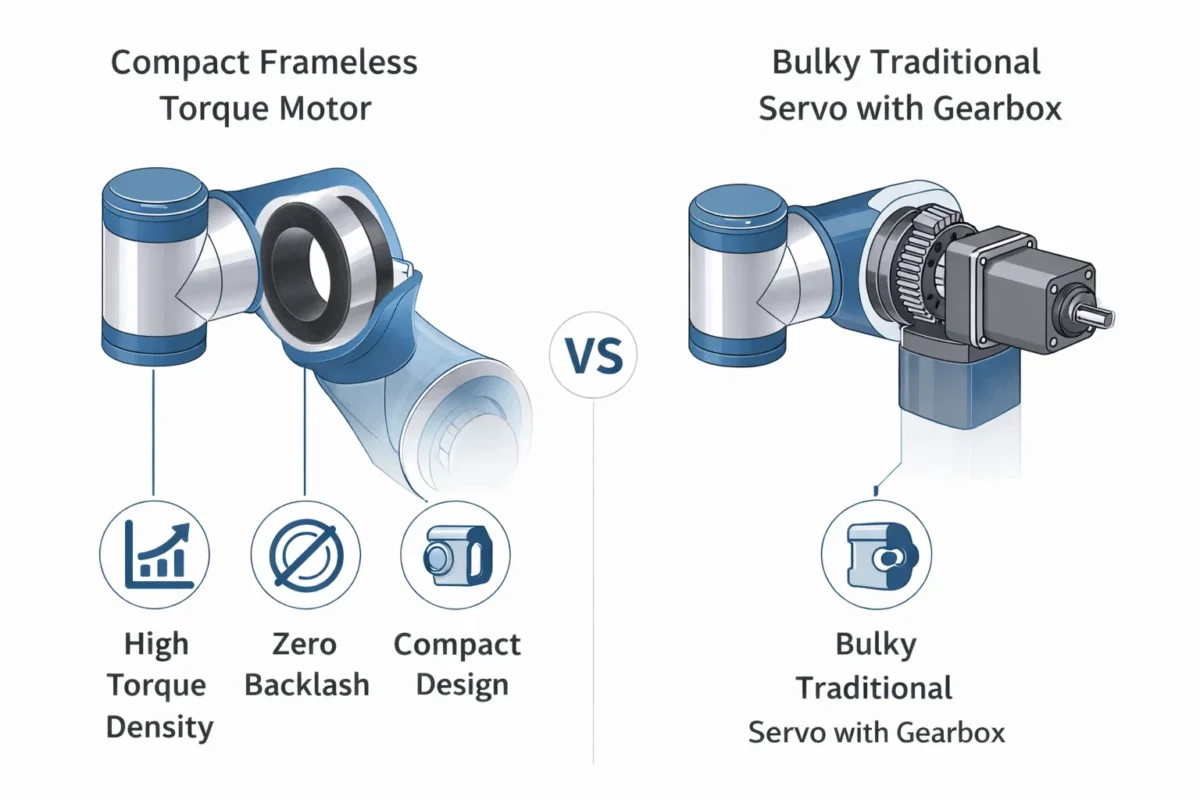
The Benefits of a Compact, Integration-Ready Design
The Hobber Drive HBM series was selected for its exceptional torque density. Because these motors are frameless, they were integrated directly into the carousel’s bearing housing. This eliminated the need for a separate motor mount and the entire gearbox assembly, effectively reducing the drive section’s volume by over 60%.
Implementation: Simplifying the Machine Architecture
The integration process focused on maximizing mechanical stiffness and simplifying the control logic.
Eliminating Belts and Couplings for a Sleeker Design
The new design featured the HBM motor’s rotor bolted directly to the labeling carousel shaft. By removing belts and couplings, the machine’s part count was reduced, leading to a much sleeker and more reliable internal architecture. This “inside-out” design approach is the hallmark of modern mechatronics.
Matching the Motor with Precision Servo Drives
To control the high-pole-count HBM motor, the system was paired with a high-bandwidth servo drive. This combination allowed for extremely tight velocity loop control, which is essential for applying labels at high speeds without wrinkling or misalignment.
The Results: Performance Gains and ROI
The transition to direct drive technology delivered immediate and measurable improvements to the packaging machine.

30% Increase in Production Speed (PPM)
By eliminating the compliance of the belt and the inertia of the gearbox, the system could accelerate and decelerate much faster. This resulted in a 30% increase in Parts Per Minute (PPM), allowing the client to fulfill larger orders with the same number of machines.
Significant Reduction in Footprint and Noise
The removal of the heavy mechanical drivetrain reduced the overall machine weight and footprint. Additionally, the silent operation of the direct drive motor significantly lowered the noise levels on the factory floor, improving the working environment for operators.
Zero Maintenance Strategy for the Drive Train
The most significant long-term benefit was the move to a “zero maintenance” model. With no belts to tension or gearboxes to oil, the machine’s uptime increased dramatically. The calculated Return on Investment (ROI) for the upgrade was achieved in less than 12 months based on maintenance savings and increased production capacity alone.
Conclusion: Is Your Packaging Line Ready for the Future?
This case study demonstrates that the frameless torque motor is no longer a niche technology; it is a vital tool for any OEM looking to gain a competitive edge. By embracing a machine upgrade that prioritizes mechanical simplicity and direct drive performance, manufacturers can break through the limitations of traditional gearing.
The future of packaging is faster, smaller, and more reliable. If your current equipment is struggling to keep pace, it may be time to rethink your drivetrain.
FAQ Section: Upgrading to Direct Drive FAQs
Q1: Is a machine upgrade to frameless motors expensive? While the initial component cost of a frameless motor can be higher than a standard servo, the total system cost is often lower because you eliminate gearboxes, couplings, and belts. When you factor in the increased speed and zero maintenance, the ROI is typically very favorable.
Q2: How much space can I actually save? By integrating the motor directly into the machine’s existing bearings, most clients save between 50% and 70% of the space previously occupied by the motor and gearbox.
Q3: What kind of precision improvements can I expect? Because you eliminate backlash, your repeatability will improve significantly. Most clients see a 5x to 10x improvement in positioning consistency compared to belt or gear-driven systems.